近年来,中国生物燃料乙醇产业展现出强劲的发展势头。尽管产能利用率水平较低(均在50%以下),但2023年中国生物乙醇生产量达到了约39亿升,同比增长2.5%,连续两年实现增长。作为全球第五大生物乙醇生产国,中国在这一领域拥有巨大的潜力。

产量增长:2022年,中国生物燃料乙醇产量约为300万吨;2023年,在油价上涨的背景下,生产企业开工积极性高涨,生物燃料乙醇产量稳步增长至约340万吨,迅速形成了新质生产力。
政策支持:中国政府积极支持生物质乙醇产业的发展,通过制定相关政策法规来推动该行业的绿色转型和技术进步。
生物质乙醇制备的关键步骤
生物质乙醇的制备涉及多个关键步骤,其中预处理和糖类提取尤为关键:
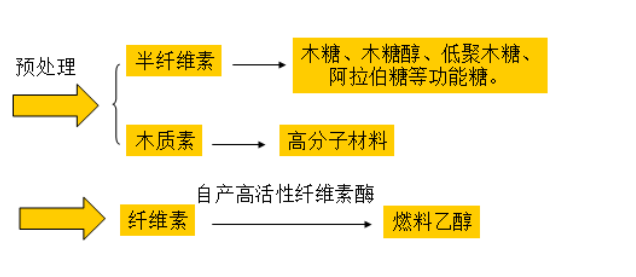
- 预处理流程:
- 切制粗碎、除尘除杂和蒸汽爆破反应:这些步骤旨在将生物质原料(如秸秆、废弃木材、玉米芯等)通过物理、化学或生物学方法处理,释放并提纯其糖类成分。
- 精细预处理工艺:
- 打断结构屏障:目的是使纤维素、半纤维素和木质素等难降解物质暴露出来,为后续酶解做准备。这是整个制备过程中最昂贵但也最关键的步骤之一,直接关系到发酵和提纯效率。
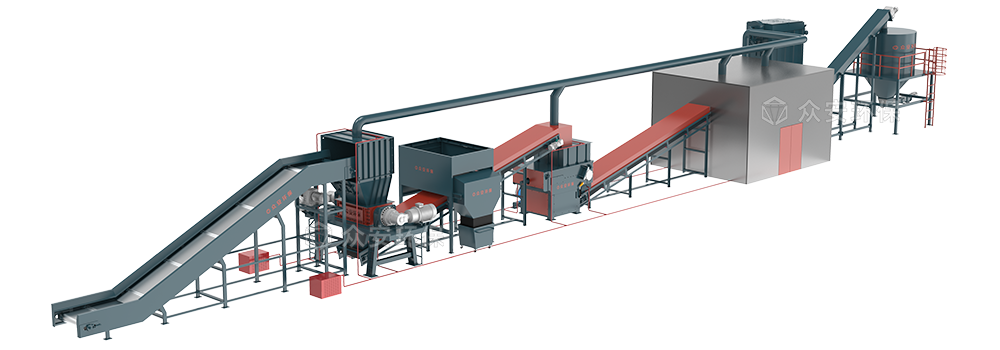
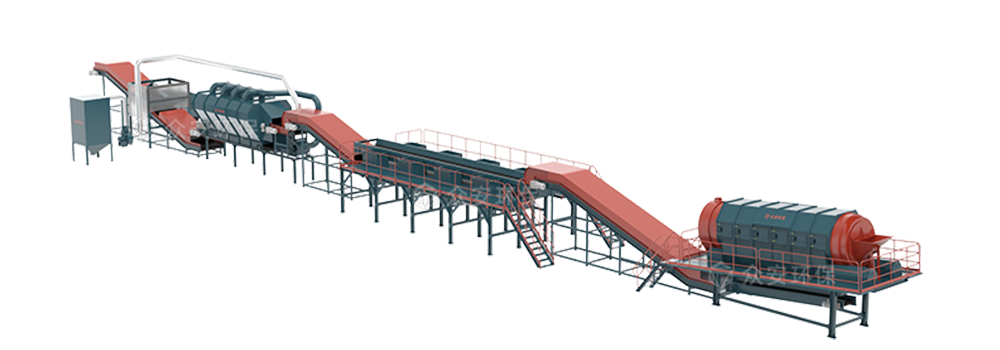
生物质制备乙醇物理预处理系统
为了提高生物质的可利用性和转化率,生物质制备乙醇物理预处理系统应运而生。该系统集成了破碎、输送设备等工艺设备,具有以下特点:

- 两级破碎设备:将物料处置到较小粒度,增加表面积,降低纤维素结晶度。
- 负压收尘:生产线整体配备负压收尘装置,确保安全环保。
- 适用范围广:对散料、圆捆、大小方捆都有较好的破碎效果。
- 支持定制:根据项目及客户需求提供喂料系统、破碎系统、均匀输送系统、降尘系统整体方案设计和设备制造。
- 精密加工:采用高强度高耐磨刀具和高强度主轴,确保设备质量可靠。
智能运维:结合在线监测与智能化技术,实现安全联锁、协同运维、数字化管理、多重保护等功能。

应用前景
生物质乙醇不仅作为一种低碳排放的替代燃料,在化工、食品饮料、医药和清洁剂生产等领域也有广泛应用,是一种非常重要的有机化合物。随着技术的不断进步,生物质乙醇将在未来能源结构中占据重要地位,助力实现绿色、低碳的可持续发展目标。
- 技术创新:持续的技术创新将进一步优化生物质乙醇的生产工艺,降低成本,提高产量和质量。
- 市场扩展:除了传统的交通运输领域外,生物质乙醇的应用正在向更多行业扩展,形成多元化的市场需求。
- 环境效益:生物质乙醇的大规模应用有助于减少温室气体排放,改善空气质量,促进循环经济的发展。
综上所述,中国的生物质乙醇产业正处于快速发展阶段,具备广阔的应用前景和发展潜力。随着国家政策的支持和技术的进步,预计未来几年内,这一行业将继续保持良好的发展态势,并在全球范围内发挥更加重要的作用
 热门标签
热门标签 推荐解决方案
推荐解决方案